इलेक्ट्रॉनिक उपकरणों में एक लेप लगाकर टाँका लगाना
हीटिंग विधि की पसंद प्लास्टिक QFP पैकेज से प्रभावित हो सकती है)। यदि अवरक्त या वाष्प चरण हीटिंग का उपयोग किया जाता है
और पैकेज बिल्कुल सूखा नहीं है (वजन से 0.1% से कम नमी सामग्री), की छोटी मात्रा का वाष्पीकरण
उनमें नमी के कारण प्लास्टिक के शरीर में दरार पड़ सकती है। पेस्ट को सुखाने और वाष्पित करने के लिए पहले से गरम करना आवश्यक है
बंधनकारी पदार्थ। प्रीहीटिंग अवधि: 45 मिनट 45 डिग्री सेल्सियस पर।
रीफ़्लो सोल्डरिंग के लिए सोल्डर पेस्ट (महीन सोल्डर कणों, फ्लक्स और बाइंडिंग एजेंट का निलंबन) को लागू करने की आवश्यकता होती है
प्रिंट-सर्किट बोर्ड द्वारा स्क्रीन प्रिंटिंग, स्टैंसिलिंग या दबाव-सिरिंज पैकेज प्लेसमेंट से पहले। कई
रीफिलिंग के लिए तरीके मौजूद हैं; उदाहरण के लिए, एक कन्वेयर प्रकार के ओवन में संवहन या संवहन / अवरक्त हीटिंग। प्रवाह
समय (प्रीहीटिंग, सोल्डरिंग और कूलिंग) हीटिंग विधि के आधार पर 100 और 200 सेकंड के बीच भिन्न होता है।
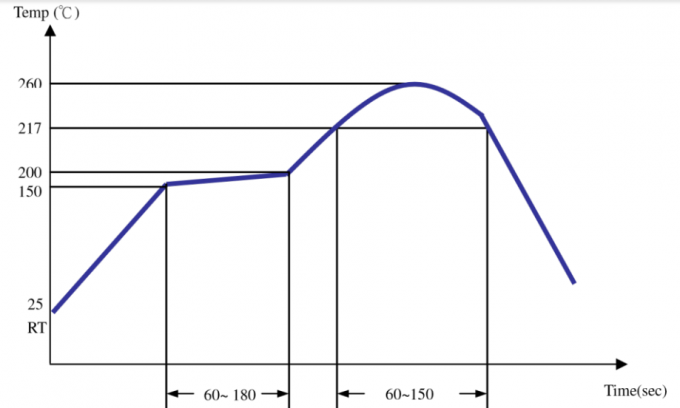
सोल्डर पेस्ट सामग्री के आधार पर विशिष्ट रिफ्लो पीक तापमान 215 से 270 डिग्री सेल्सियस तक होता है। ऊपर की सतह
पैकेजों का तापमान बेहतर होना चाहिए जिसे मोटे / बड़े पैकेजों के पैकेज 245 ° C से नीचे रखा जाना चाहिए
मोटाई 2.5 मिमी या वॉल्यूम 350 मिमी 3 के साथ तथाकथित मोटी / बड़े पैकेज)। की ऊपरी सतह का तापमान
पैकेज को पतले / छोटे पैकेज (मोटाई <2.5 मिमी और पैकेज के साथ पैकेज) के लिए 260 ° C से नीचे रखा जाना चाहिए
मात्रा <350 mm3 तथाकथित पतली / छोटे पैकेज)।
वेव सोल्डरिंग: सतह माउंट उपकरणों (SMDs) या प्रिंटहिग घटक घनत्व के लिए पारंपरिक सिंगल वेव सोल्डरिंग की सिफारिश नहीं की जाती है, क्योंकि सोल्डर ब्रिजिंग और नॉन-वेटिंग प्रमुख समस्याएं पेश कर सकते हैं।
मैनुअल सोल्डरिंग: पहले दो विपरीत तिरछे सिरे को मिलाते हुए घटक को ठीक करें। एक कम वोल्टेज (24 V के लिए लागू नेतृत्व के सपाट हिस्से में संपर्क करें। संपर्क समय 300 सेकंड तक 300 सेकंड तक सीमित होना चाहिए। Whtool, अन्य सभी लीड 270 से 2 से 5 सेकंड के भीतर एक ऑपरेशन में मिलाप किया जा सकता है। 320 ° से।